

In process control, it is well-known that the addition of a feedforward control action to a standard feedback control scheme improves the compensation of measurable disturbances (amplitude Ad) acting on a process, provided that both the model of the process (P(s)) and the one of the disturbances (G(s)) are known with a sufficient accuracy.
Applications of feedforward can be found within the control strategies of heat exchangers, boilers, distillation columns.
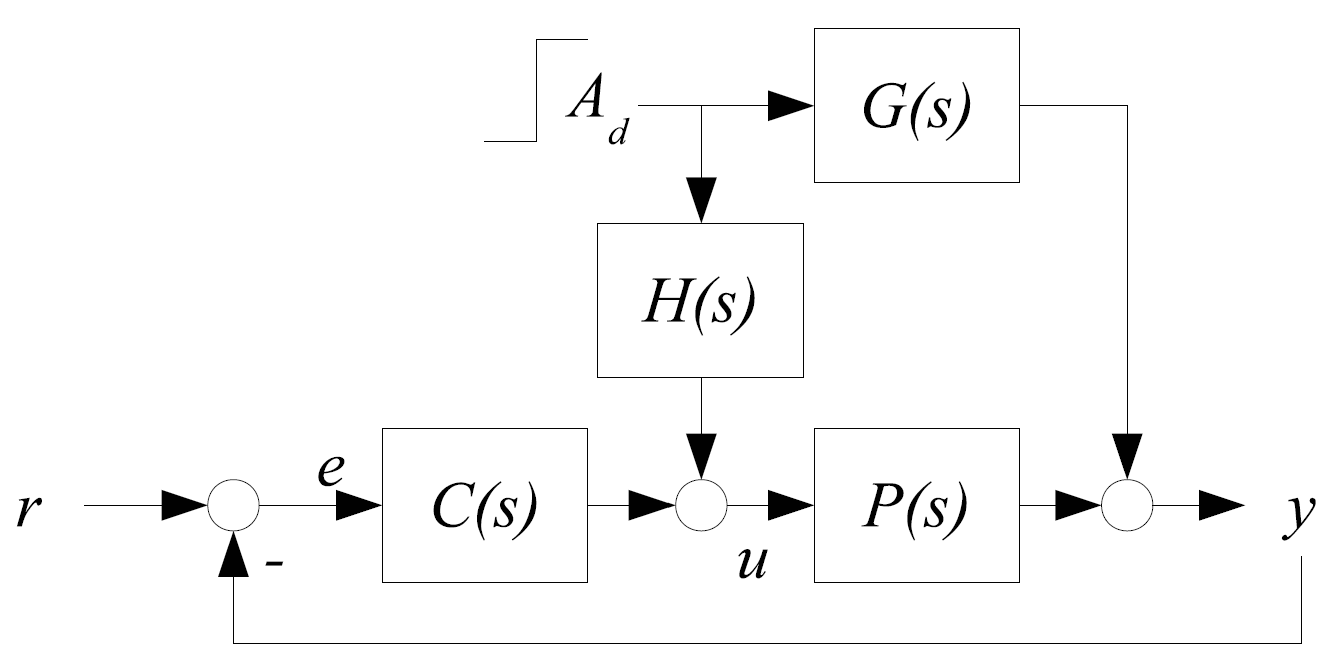
Ideally, the effects of the disturbance on the process output can be compensated by applying a control action (H(s)) that gives a response equal (but with an inverse sign) of that provided by the disturbance. However, this is not always possible, as the ideal feedforward compensator, which is typically calculated by multiplying the load disturbance transfer function by the inverse of the process transfer function, may not be realizable as it can be non-causal or unstable.
It results that if the delay in the process is smaller than the one in the disturbance, block H(s)= -G(s)/P(s) is realizable and a perfect compensation can be achieved; on the contrary it is non-causal and cannot be realized, and therefore a perfect compensation is not possible.
However, the design of the feedforward controller takes time and requires knowledge of the process and disturbance dynamics. Therefore, the decision of whether to implement or not to implement feedforward is a tradeoff. For this reason, it is interesting to have a quantitative index measuring the performance improvement that can be obtained by adding a feedforward compensator.
In the paper “Performance indices for feedforward control”, published on the Journal of Process Control (Journal of Process Control 02/2015; 26(February 2015):26-34), a performance index based on IAE (Integral of Absolute Errors) is proposed for having a quantitative measurement for comparisons between these two cases and among different feedforward control design. This KPI is defined as:
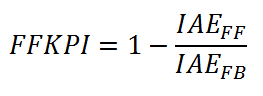
where IAEFB is the integrated absolute value of the control error obtained when only feedback is used, and IAEFF is the corresponding IAE value obtained when feedforward is added to the loop. The index is always less than one. If the feedforward action manages to remove the disturbance response completely, IAEFF = 0 and the index becomes . As long as the feedforward improves control, i.e. IAEFF < IAEFB, the index is in the region 0 < FFKPI < 1. A negative index occurs when IAEFF > IAEFB, which means that the introduction of feedforward results in a deteriorated control.
Whether both the process and the disturbance can be effectively represented by first order plus time delay transfer models controlled by simple PI algorithm, simplified expression of FFKPI can be derived and therefore analyzed An alternative control scheme, so called “non-interacting” feedferward is also considered, in order to make the feedback controller action non-sensitive to the feedforward effect.
The analysis shows that the feedforward control can significantly improve the compensation for measurable load disturbances: through this additional block the disturbance rejection is always better than the one provided by the feedback controller only.
Its effectiveness is maximum when the delay in the process is smaller than the one in the disturbance; when the opposite occurs, then is good; the classical design can be improved by clever tuning while an alternative “non-interacting” scheme can be successfully employed when the disturbances is rather abrupt; in fact, in this case both the feedback and the classical feedforward controllers would compete in disturbance compensation so resulting in overshoots while, when the disturbance is drifting slowly, the “double action” gives an improved response.
Read another article written by Max here.
