

Written by David Tena of UBE Corporation Europe & Arnaud Nougues of Yokogawa Europe Solutions
UBE Corporation Europe, S.A.U. has a number of Advanced Solutions initiatives in progress at the company’s Castellón plant in Spain. In particular, in 2016 the company decided to carry out an Advanced Process Control (APC) project on a selected unit to demonstrate the potential use of this technology at their plant. The project was executed as a joint effort between UBE and Yokogawa with both companies working in close collaboration.
The unit that was selected for this APC project was the Cyclohexane (CX) distillation unit because it displays the typical process characteristics in which an APC value proposition can be applied:
- High energy consumption
- Some controllability challenges that Operators are faced with
- Operation often against process constraints that need to be managed
- Potential positive impact on process performance, in this case the opportunity to improve the selectivity of the reactor fed by the Cyclohexane product from the distillation
The “Platform for Advanced Process Control and Estimation” is Yokogawa’s state-of-the-art multivariable control technology, jointly developed with Shell. This APC platform was released in Q4 2015 and is now implemented worldwide, including the UBE project in Spain.
Process Background
A simplified flow diagram of the process is shown below:
Figure 1: Simplified Process Flow Scheme
The scope of APC in this project includes stage 1 & 2 of the CX distillation. The CX is oxidized with air in the presence of a catalyst and gives us the main reaction products ON (Cyclohexanone) and OL (Cyclohexanol). The reactor conversion is very low, so most of the output stream is non-reacted CX, which is recycled to the reactor from the distillation units. These units consist in several distillation columns, of which the top product is the non-reacted CX. ON + OL is further processed in other units at UBE for the production of Caprolactam. Caprolactam is the precursor to Nylon 6, which is a widely used synthetic polymer.
APC Objectives and Project Challenges
The APC application has been designed with the following main objectives:
- Control the Long Recycle impurities (% ON + OL), as measured by an on-line analyser; the impurities should be minimized to ensure a good selectivity in the reactor. Before APC, this variable was not under automatic control. This is not easy to handle by a PID controller because the analyser is a chromatograph with a sample period of 14 minutes, and the integral term of a PID is not useful in processes with such scarce measurements, so PID performance would be low.
- Maximize the Short Recycle and Long Recycle streams, because this improves the reaction selectivity (therefore reduces undesired by-products), however this requires additional energy cost (steam to the distillation columns) and process constraints should be kept under control when the recycle streams are high.
- The second distillation stage has two columns in a double-effect configuration. Controlling the level in the bottoms of the second column at a desired target by adjusting the first column reboiler steam allows for the maintaining the unit mass balance, since the steam rate influences the addition of fresh CX feed.
Plant operation is not straightforward for the Operator and requires a lot of attention. One reason is the difficulty of controlling the above mentioned level, because of the long response time and strong interaction between the first column steam rate and the recycle rates. Before APC, the level was controlled with a regular PID loop, but, the performance was not adequate. Another difficulty for the Operator is to manage the unit constraints since it is desired to maximize the CX recycle rates but this requires frequent adjustments.
Maximizing the recycle will lead to increased column refluxes to maintain the purity of the recycle stream, and increasing refluxes will drive the unit against some constraints. Setting a high purity setpoint and increasing the recycle are both desirable in terms of impact on the selectivity, but a trade-off must be found between the two. If we set a lower purity setpoint, we will be able to reach a higher recycle stream and vice versa. Proper targets and limits for the APC have been set based on observation of the actual unit performance; further optimization of the targets is still on-going.
Project Steps
The project was executed over a period of 5 months, with the following sequence of activities:
Phase 1: Feasibility study and economic evaluation. Preliminary plant tests were carried out to verify the unit responses. A first pass APC design was developed. Expected economic benefits have been estimated in order to verify the viability of the project before approval by UBE Management of the project implementation.
Phase 2: APC implementation
- Base layer control checking: ensure proper performance of regulatory controls for the purpose of the APC; fine tuning of some PID loops was done. This ensures that the “foundation” is sound for the future APC application
- Step testing: step the relevant Manipulated Variables to collect data on the actual dynamic response of the plant. The data was then used to develop the model required for the controller.
- Controller design and simulation: configure the controller in a development system; test in simulation; prepare the controller for implementation in the run-time control system
- Operators training
- Commissioning: closing of the APC loops; monitoring of performance and fine tuning
- Post-Implementation study: verification of actually achieved benefits
All the above activities involved very close co-operation between UBE staff from Technology and Operations and Yokogawa APC Engineers.
Results and Way Forward
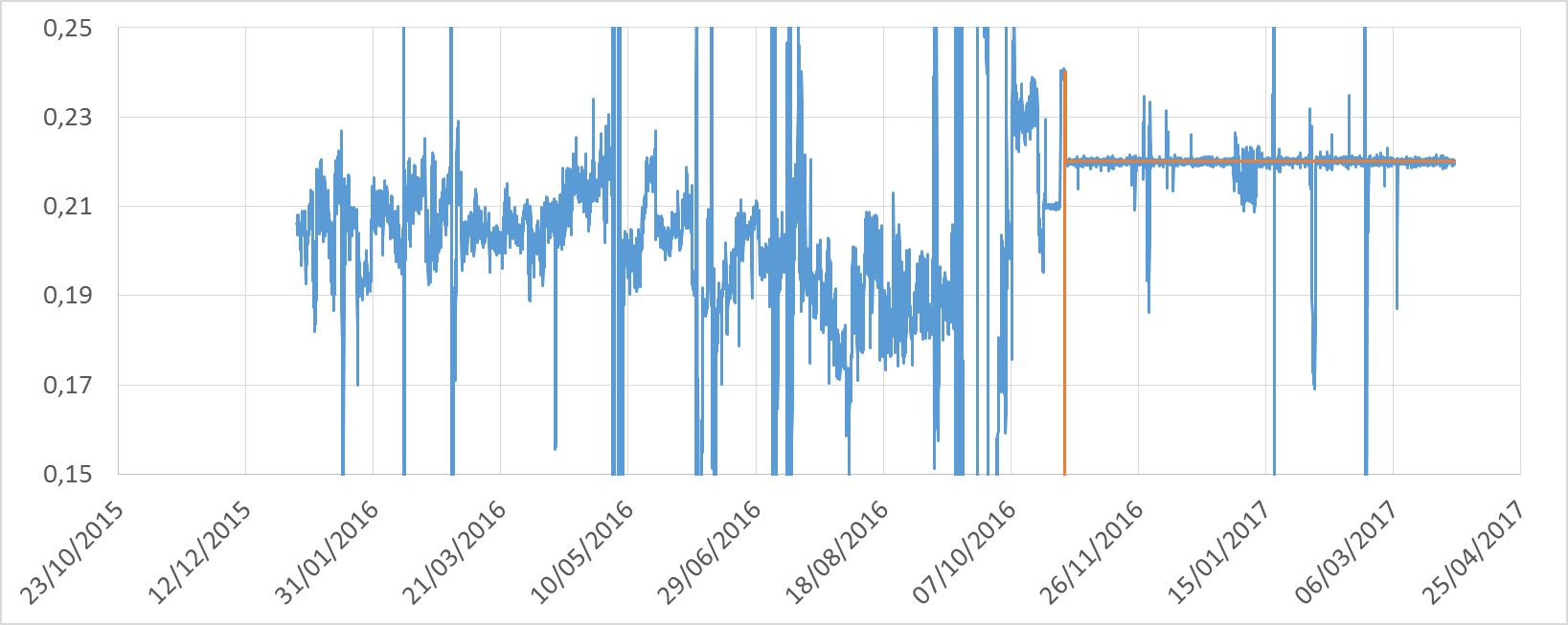
Controller performance: the following plots illustrate the performance of the APC to control some of the key process variables. Process values are shown in blue and APC Setpoints in orange. It should be noted that APC implementation was done during October, 2016.
ON+OL impurities (ppm)

Long recycle stream (t/h), the APC economic function tends to maximize it.

Internal Reflux Ratio of column A

Internal Reflux Ratio of column B
Double-effect column bottom level
Histogram of level measurement comparing level control in the DCS (pre-APC) and level control in PACE.
Selected periods of time in the histogram:
- DCS control: 2/1/2016 to 11/1/2016, setpoint 30%
- PACE control: 5/7/2017 to 15/07/2017, setpoint 25%
Low setpoint periods were selected on purpose for a valid comparison. When the setpoint is too high, the level has a strong tendency to “run-away” on the high side due to a quite short level instrument gauge. Proper operation should be with a low setpoint value.

There is still some work to do about testing operations within different impurities setpoints. The plots show that since APC application is implemented we are able control the whole process to constant setpoints. This has meant a great step forward on process knowledge for UBE engineering team.
Economic Benefits
The achieved APC benefits were found to be in line with the estimate in the Feasibility Study. The benefits come from improved selectivity in the reactor, caused by CX recycle purity control and CX recycle flow maximization, made both possible by the APC application.
It should be noted that the unit was operating in an abnormal situation during the time of the APC project, with a hydraulic constraint in the CX distillation stage 1. This constraint prevented from adding steam in the reboiler and reduced the potential to maximize the CX Recycle. This issue has now been resolved after unit shutdown on May, 2017 with the replacement of a control valve. It is now planned to expand the APC strategy with this new Manipulated Variable, with the objective of achieving additional APC benefits.
About the Authors
David Tena, Advanced Control Engineer, UBE Corporation Europe: Member of Process Control Systems group at UBE in Castellón, working on control projects related with the Distributed Control System, Advanced Control and Process Optimization.
Arnaud Nougues, Principal Consultant, Yokogawa: Arnaud has more than 30 years of experience in Process Control, Advanced Process Control and Downstream Supply Chain Optimization. His current position is with Yokogawa Europe Solutions as Principal Consultant in Amersfoort, The Netherlands. Previous jobs were with Shell, Profimatics and Honeywell.